想要更直观地了解【吐鲁番】【本地】注浆管桥梁注浆管品质值得信赖产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:吐鲁番【吐鲁番】【本地】注浆管桥梁注浆管品质值得信赖的图文介绍
客户的支持就是我们的成功,随着公司的持续发展,宝益德有限公司在 隧道预埋钢花注浆管、产品研发、技术提升、产品销售、售后服务等方面均有长足的进步,并将持续贯彻“追求产品零缺陷”的质量方针,为广大客户提供更为满意的 隧道预埋钢花注浆管、产品和服务。


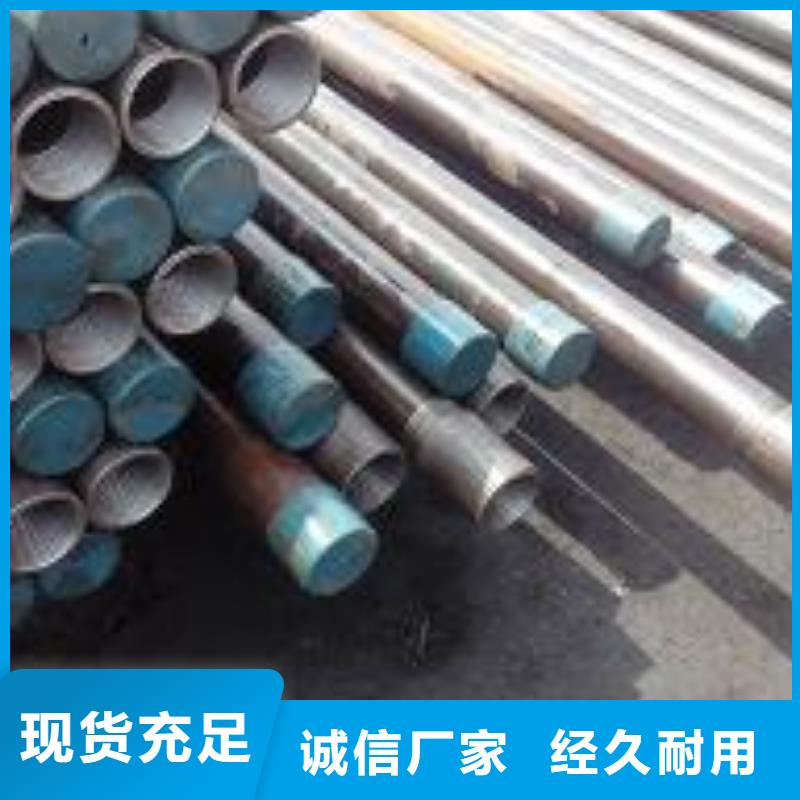
吐鲁番注浆管长度怎么计算公式 一个工程确定需要吐鲁番注浆管以后首先确定的问题就是采购多少数量的上海吐鲁番注浆管。 数量计算公式:一个桩基需要吐鲁番注浆管数量*桩基总数通过以上公式我们*重要的就是确定一个桩基需要吐鲁番注浆管的数量。 一套吐鲁番注浆管的米数=桩基深度+50公分左右 也就是说如果桩基深度是50米的话,一套吐鲁番注浆管的长度就是50.5米左右。 海吐鲁番注浆管运输方法的选择。吐鲁番注浆管运输方法目前主要是以汽运为主,如果碰到数量巨大的为了节能运费可以选择铁路运输或者海运。 在汽运过程中一定要注意不能超高和超重,上海吐鲁番注浆管的口径是比较小的,而且一端还要焊接接头,因此在进行装车包装的时候是不能使用带钢打捆的。一般情况下,一捆吐鲁番注浆管的数量为61支,使用安全带材质的袋装带进行打捆,不但可以方便的进行吊装,而且还不会因为打捆打的太紧而使得接头出现损坏。



吐鲁番注浆管是怎么样焊接的? 吐鲁番注浆管接过程中,工件和焊料熔化形成熔融区域,熔池冷却凝固后便形成材料之间的连接。这一过程中,吐鲁番注浆管通常还需要施加压力。焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。 19世纪末之前,的焊接工艺是铁匠沿用了数百年的金属锻焊。*早的现代焊接技术出现在19世纪末,先是弧焊和氧燃气焊,稍后出现了电阻焊。20世纪早期,随着**次和第二次世界大战开战,吐鲁番注浆管对建筑灌注桩廉价可靠的连接方法需求极大,故促进了焊接技术的发展。 今天,随着焊接机器人在工业应用中的广泛应用,研究人员仍在深入研究焊接的本质,继续开发新的焊接方法,以进一步提高焊接质量。


吐鲁番注浆管承受压力计算公式方法 吐鲁番注浆管承受压力计算公式方法 一:以知吐鲁番注浆管外径规格壁厚求能承受压力计算方法 (钢管不同材质抗拉强度不同)压力=(壁厚*2*钢管材质抗拉强度)/(外径*系数)。 二:以知吐鲁番注浆管外径和承受压力求壁厚计算方法:壁厚=(压力*外径*系数)/(2*钢管材质抗拉强度)。 三:钢管压力系数表示方法: 压力P<7Mpa/系数S=8; 7<钢管压力P<17.5/系数S=6; 压力P>17.5/系数S=4。



吐鲁番注浆管加工亮点缺陷对吐鲁番注浆管生产和表面质量的负面影响很大。亮点缺陷的出现时间和位置没有规律;同时,亮点缺陷是由于工作辊面粘附了点状物质,有的点状物可以用高压水枪冲洗掉,而相当一部分无法去除。为了防止亮点缺陷的发生,需特别注意以下3点: 1.工作辊面粘附点状物质的来源。 由于光整机使用的工作辊面是毛面,在轧制吐鲁番注浆管时轧辊对板面的“研磨”作用比轧制冷轧板时还要强烈。随着轧制的进行,研磨下来的颗粒越来越多,而光整时,采用的介质是水,高压水不断将工作辊面的研磨颗粒冲洗掉,水和研磨颗粒的混合物积聚在辊缝入口处,当混合物积聚到一定程度时,会被带入辊缝,在轧制力作用下,研磨颗粒则牢固地粘附于工作辊面,随后形成亮点缺陷。 2.清除点状物质思路。 旧有的控制点状缺陷的措施均是一种“补救”办法,如在亮点缺陷产生之后,用高压水冲洗;采用光整液也是将工作辊面的研磨颗粒清洗掉,但未能有效地阻止研磨颗粒被带入辊缝。 此外,根据光整机的设备结构特点,采用光整液不利于控制板形。为此,在工作辊入口位置加1组软水喷嘴,沿辊缝分别向两侧将研磨颗粒的混合物冲洗掉,使其不会被带入辊缝,进而消除亮点缺陷。 3.解决沉没辊,稳定辊压印问题 沉没辊和稳定辊辊面上钢渣粘附引起带钢相应部位的突起和凹坑,经过平整后仍有肉眼可见的白色斑点,合金化时产品有明显的亮点。对这种缺陷,除确保吐鲁番注浆管设备辊面质量外,带钢入吐鲁番注浆管温度、吐鲁番注浆管铝含量的控制也极为关键。钢锭的添加、辊面的检查和异物的清除等均需精细操作。





 扫一扫
扫一扫